
联系我们/
手 机:13622344914
电 话:0755-23593559
传 真:0755-23593559
邮 箱:huangjian@sz-gsd.com
网 址:www.bofenghan.com.cn
地 址:深圳宝安区福永街道凤凰社区凤凰大道177号
波峰焊接工艺调试要点
发布时间:2015-01-23 新闻来源:
上一篇:线路板清洁度对波峰焊接质量的影响
下一篇:波峰焊常见不良的解决办法
波峰焊接工艺操作运行中如果需要做适当的调试以达到好的波峰焊接效果就要熟练波峰焊接工艺整个的焊接流程。下面广晟德波峰焊就为大讲解下波峰焊焊接工艺怎样调试。

波峰焊工艺流程
波峰焊工艺流程视频
1. 波峰焊轨道水平
工作中如果轨道不平行,整套机械传动装置装处于倾斜状态,也就是说整套机械运作倾斜。那么由于各处受力不均匀,将使受力大的部位摩擦力变大,从而导致运输产生抖动。严重的将可能使传动轴由于扭力过大而断裂。另方面由于锡槽需在水平状态下才能保证波峰前后的水平度,这样又将使PCB在过波峰时出现左右吃锡高度不致的情况。退步来讲即使在轨道倾斜的状态下能使波峰前后高度与轨道匹配,但锡槽肯定会出现前后端高度不致,这样锡波在流出喷口以后受重力影响将会在锡波表面出现横流。而运输抖动,波峰的不平稳都是焊接不良产生的根本原因。
波峰焊运输
2. 波峰焊机体水平
波峰焊机器的水平是整台机器正常工作的基础,机器的前后水平直接决定轨道的水平,虽然可以通过调节轨道丝杆架调平轨道,但可能使轨道角度调节丝杆因前后端受力不均匀而导致轨道升降不同步。在此情况下调节角度,终导致PCB板浸锡的高度不致而产生焊接不良。
3. 波峰焊锡槽水平的调试
锡槽的水平直接影响波峰前后的高度,低的端波峰高,高的端波峰较低,同时也会改变锡波的流动方向。轨道水平、机体水平、锡槽水平三者是个整体,任何个环节的故障必将影响其它两个环节,终将影响到整个炉子的焊板品质。对于些设计简单PCB来讲,以上条件影响可能不大,但对于设计复杂的PCB来讲,任何个细微的环节都将会影响到整个生产过程。

波峰焊锡槽
8. 波峰焊锡炉温度
炉温是整个焊接系统的关键。有铅焊料在223℃-245℃间都可以润湿,而铅焊料则需在230℃-260℃间才能润湿。太低的锡温将导致润湿不良,或引起流动性变差,产生桥连或上锡不良。过高的锡温则导致焊料本身氧化严重,流动性变差,严重地将损伤元器件或PCB表面的铜箔。由于各处的设定温度与PCB板面实测温度存在差异,并且焊接时受元件表面温度的限制,有铅焊接的温度设定在245℃左右,无铅焊接的温度大约设定在250-260℃间。在此温度下PCB焊点钎接时都可以达到上述的润湿条件。
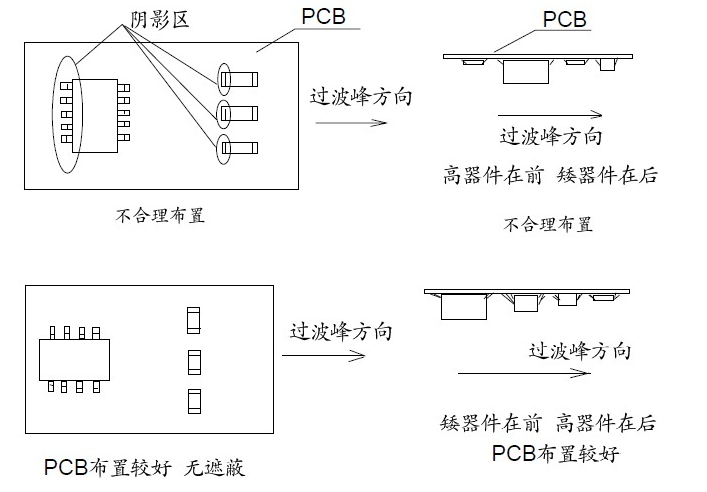
波峰焊方向
9. PCB板焊盘设计
PCB板焊盘图形设计好坏是造成焊接中拉、桥连、吃锡不良的主要因素;
1)焊盘形状般要考虑与孔的形状相适应,而孔的形状般要与元件线的形状相对应。常见形状有:泪滴形、圆形、矩形、长圆形。
2)焊盘与通孔若不同心,在焊接中易出现气孔或焊点上锡不均匀,形成原因是金属表面对液态焊料吸附力不同所造成的。
3)元件引脚直径与孔径间的间隙大小严重影响焊点的机电性能,焊接时焊料是通过毛细作用上升到PCB表面形成的。过小的间隙焊料难以穿透孔径在铜箔背面润湿,过大的间距将使元件引脚与焊盘结合的机械强度变弱。推荐取值为0.05-0.2mm间;AI插件可取值0.3-0.4mm间,间隙大取值不能超过0.5mm以上。
4)焊盘与通孔直径配合不当,将影响焊点形状的丰满程度,从而直接影 到焊点的机械强度。
5)线型设计时要求导线平滑均匀,渐变过渡不可成直角或锐角形的急转过渡,避免焊接时在角处出现应力引起铜箔翘曲、剥离或断裂。总的来讲,线型是设计应遵循焊料流通顺畅的原则。
相关文章推荐:
小型波峰焊的安装调试讲解
波峰焊工艺流程
波峰焊工艺中的缺陷与解决方案
波峰焊的保养及生产工艺过程
上一篇:线路板清洁度对波峰焊接质量的影响
下一篇:波峰焊常见不良的解决办法
